Verificación de trampas magnéticas: normativa y buenas prácticas en la industria
La evaluación y eliminación de contaminantes metálicos es una práctica común en la industria de procesamiento de alimentos y en la farmacéutica. Muchas empresas establecen la detección de metales como un punto crítico de control obligatorio dentro de los planes de inocuidad basado en el sistema HACCP (Análisis de Peligros y Puntos Críticos de Control) , con el fin de garantizar que los productos terminados cumplan con las especificaciones establecidas.
La presencia de fragmentos metálicos en los alimentos representa un riesgo para la seguridad del consumidor y puede dañar el equipo de proceso. Las fuentes de contaminación metálica vienen de los siguientes:
- Ingredientes entrantes (contaminados durante el procesamiento o transporte del ingrediente)
- Desgaste de los equipos involucrados en el proceso(operaciones de molienda, trituración, o por desgaste y vibración que provocan la pérdida de tuercas, tornillos, etc.)

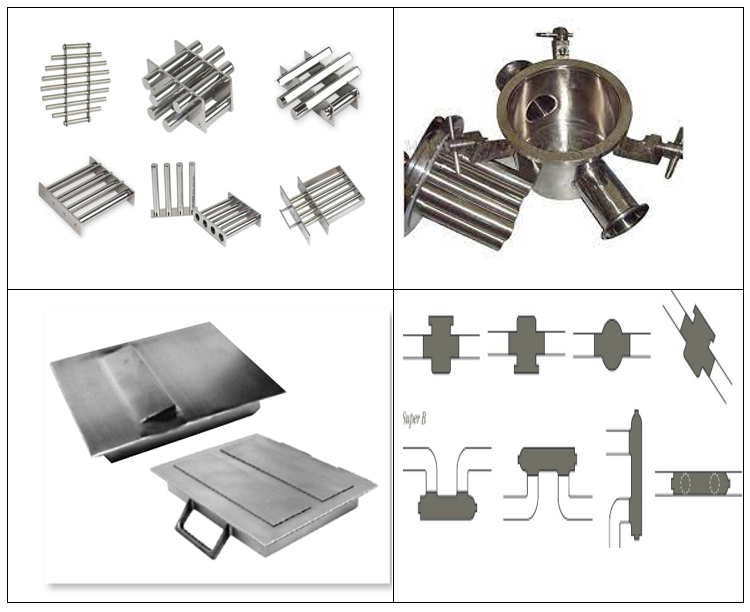
Entre las medidas preventivas para evitar la contaminación del producto las trampas magnéticas (ver Fig.1) se han consolidado como un control eficaz dentro de los programas de inocuidad alimentaria (HACCP, ISO 22000, BRCGS, FSSC 22000 y NOM-251-SSA1-2009). En paralelo, las normas internacionales han evolucionado para estandarizar los requisitos técnicos y de certificación de estos equipos.
¿Que es un separador magnético?
Un separador magnético no son más que imanes los cuales son materiales capaces de generar un campo magnético que ejerce una fuerza de atracción sobre materiales ferrosos (como hierro, níquel, cobalto y algunas aleaciones de acero inoxidable).
Los separadores magnéticos están disponibles en una amplia gama de diseños, entre ellos: barras, placas, rejillas, trampas para líneas de líquidos, líneas neumáticas y suspendidos.
•Imanes de barra: Son unidades magnéticas permanentes no eléctricas. Se utilizan para eliminar contaminantes ferrosos presentes en pequeñas cantidades poco profundas de polvos, gránulos, fibras y líquidos en flujo.
•Imanes de placa: Se colocan en la parte inferior de un canal inclinado o suspendidos sobre bandas transportadoras o alimentadores vibratorios de acero inoxidable. Se usan para eliminar contaminantes ferrosos que aparecen de forma ocasional en las líneas de producto, especialmente piezas grandes de metal como tuercas, tornillos o grapas, provenientes de productos secos.
•Imanes de rejilla (grate magnets): Poseen tubos magnéticos dispuestos en forma de rejilla que permiten que el material fluya en cascada a través de ellos. Distribuyen la protección magnética en secciones transversales de equipos como tuberías o tolvas. Se utilizan para eliminar contaminantes metálicos finos o incluso piezas relativamente grandes.
•Imanes suspendidos: se colocan sobre bandas transportadoras y eliminan fragmentos metálicos del material a medida que pasa por debajo del imán. Retiran piezas grandes de metal y pueden proteger equipos, como trituradoras, de posibles daños.
1. Características de las trampas magnéticas
Las trampas magnéticas ferrosas diseñada para proteger líneas y equipos de proceso, removiendo partículas magnéticas finas (óxido, virutas, escoria) para preservar la pureza del producto y evitar daños en bombas y filtros presentan las siguientes características metrológicas:
1. Campo Magnético (Intensidad y Tipo de imán)
Los tipos de imanes que se utilizan para estas aplicaciones son los de tipo Cerámico, Alnico o de Tierras Raras (Neodimio). Con intensidades de campo magnético en dependencia del tipo de material por ejemplo el campo magnético normalmente que se maneja es el siguiente:
- Cerámico / Alnico: entre 1 200 G (120 mT) y 2 000 G (200 mT)
- Tierras raras (Neodiminio): de 2 000 G (200 mT) a 12 000 G (1.2 T)
El campo magnético de las imanes debe ser permanente, radial y concentrado en los tubos magnéticos con una distribución de flujo magnético transversal al paso del fluido, garantizando máxima retención de partículas ferromagnéticas y paramagnéticas débiles.
2. Exactitud y eficiencia de retención
La exactitud de estos imanes depende de la capacidad de retención y de la estabilidad del magnetismo del imán según el material del imán descrito en el punto anterior, para ello se verifica mediante un gaussímetro calibrado y con trazabilidad metrológica. La captura de las partículas puede ir desde partículas del orden de los micrómetros hasta los 100 µm, incluyendo óxidos y escorias de acero, ver en la Fig 2.

La eficiencia de separación aumenta proporcionalmente con la intensidad del campo magnético. En pruebas controladas, trampas con campos de 4 000 G a 12 000 G han demostrado remover más del 95 % al 99 % de las partículas metálicas ferrosas y débilmente magnéticas, dependiendo del caudal y del producto procesado. Cada sistema se caracteriza metrológicamente mediante medición del campo con gaussímetros calibrados y pruebas de retención bajo condiciones reproducibles
3. Diseño y geometría de los imanes
La geometría de las trampas magnéticas es fundamental para mantener la inocuidad de los productos ya que se tienen diseños en dependencia del tipo de producto, velocidad y flujo del producto, tamaño, forma y magnetismo de las partículas. Otro parámetro fundamental es la cantidad de imanes que va tener la trampa, la forma de los tubos y la distancia entre los imanes de barra, ver la Fig 3.
Los diámetros nominales de las barras magnéticas de las trampas pueden ir desde ½ pulgada hasta 30 pulgadas y con acabados superficiales extremadamente lisos con rugosidad interna (Ra) de ≤ 0.8 µm en grado estándar.
2. Verificación de imanes
La verificación periódica de los imanes garantiza que las trampas magnéticas mantengan su capacidad de retener partículas ferrosas y paramagnéticas según lo establecido en los programas HACCP y las normas internacionales de seguridad alimentaria (HACCP International MAGSEP 0909-2021). Los imanes pierden su fuerza magnética y tienden a derivar con el tiempo, esto se debe a la vibración o golpes y a la exposición a altas temperaturas.
Históricamente se utilizaba la verificación por Prueba de tracción («Pull Test») el cual consistía en medir directamente la fuerza del imán con un equipo de tensión y se obtenían resultados en unidades de fuerza (N, kg). Existe una relación entre la fuerza F, las dimensiones geométricas como la superficie del imán A, material del imán y la densidad de flujo magnético B, que viene dada por la siguiente ecuación:
Sin embargo, esta ecuación teórica a menudo no coincide con los resultados reales, ya que en la práctica intervienen múltiples factores como la geometría del imán, las propiedades del material y las condiciones de montaje.
Se recomienda por medio de la normativa internacional que el método más preciso y actualmente aceptado es la medición directa de la densidad de flujo magnético del imán por medio de un gaussímetro calibrado. La verificación se hace midiendo de forma directa sobre la superficie del imán y registrando la lectura más alta en diferentes secciones de la trampa o rejilla magnética, en la Fig.4, se ilustra el proceso de verificación de una rejilla magnética.

La norma 0909MAGSEP 1-2010 recomienda que los imanes sean verificados al menos una vez cada 12 meses. Si requieres realizar la verificación de tus trampas magnéticas, en OZ METROLOGY contamos con la experiencia y el equipamiento para realizar estas pruebas, puedes consultar directamente en nuestra pagina de servicios de calibración.
3. Buenas practicas
Con el tiempo, los imanes pueden perder fuerza magnética, sufrir daños mecánicos o verse afectados por factores ambientales y de limpieza. Por ello, las normas internacionales como ISO 22000, FSSC 22000, BRCGS, y el Codex Alimentarius (CAC/GL 69-2008) establecen la necesidad de aplicar buenas prácticas de verificación, validación y mantenimiento para asegurar su desempeño continuo.
Estas buenas prácticas comprenden lo siguiente:
- Limpieza de los imanes regularmente para evitar la acumulación de partículas finas.
- Asegurar la fuerza mínima del imán y evitar bloqueos que impidan el paso uniforme del producto.
- Tener registro mediante las verificaciones de la densidad de flujo magnético del desempeño de los imanes.
Junto con todo lo anterior se recomienda implementar un programa formal de gestión de imanes, que contemple inspecciones internas, auditorías anuales por terceros, y el cumplimiento de estándares técnicos.
Conclusión
En el mundo actual del procesamiento industrial, los imanes se han convertido en un elemento olvidado o en un equipo que, aunque se encuentra instalado en las líneas, no siempre se utiliza de manera efectiva para eliminar fragmentos y proteger los productos finales. Muchas veces los imanes se colocan donde caben en el proceso, no necesariamente donde serían más eficaces. Otros casos presentan imanes instalados, pero sin saber con qué frecuencia se limpian ni qué función cumplen.
En un programa magnético efectivo de control debería cumplir con las siguientes directrices:
- Imanes de alta intensidad de 10 000 G para todos los imanes finales y críticos (pueden aceptarse 8 000 G como mínimo dependiendo de la ubicación y función del imán).
- Máximo de 22 mm entre centros de polos para lograr una cobertura adecuada.
- Verificaciones magnéticas realizadas por un organismo externo independiente al menos cada 12 meses.
Existen normativas en México que exigen procedimientos de control y verificación de dispositivos críticos en procesos alimentarios, donde se incluyen los separadores magnéticos como la NMX-F-CC-22000-NORMEX-IMNC-2019.
Referencias
The International Magnet Standard (0909MAGSEP 1-2010 Food Safety Standard). HACCP International.
ISO 22000:2005. Food safety management systems — Requirements for any organization in the food chain.
NMX-F-CC-22000-NORMEX-IMNC-2019 SISTEMA DE GESTIÓN DE LA INOCUIDAD DE LOS ALIMENTOS – REQUISITOS PARA CUALQUIER ORGANIZACIÓN EN LA CADENA ALIMENTARIA.